您当前的位置:品质嘭嘭嘭 » 扬州品质嘭嘭嘭 »扬州产品 » 钢板_合金管精益求精
钢板_合金管精益求精
更新时间:2025-12-25 02:36:16 ip归属地:扬州,天气:晴,温度:-4-6 浏览:1次
- 发布企业
- 天津 鑫铭万通商贸(扬州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 喷漆无缝管
- 所在地
- 北辰区北辰大厦4-1012
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 李经理 请说明来自品质嘭嘭嘭,优惠更多
详细介绍
以下是:江苏省扬州市钢板_合金管精益求精的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
| 范围 | 钢板_合金管供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 广陵区、邗江区、江都区、宝应县、仪征市、高邮市等区域。 |
【鑫铭万通】持续拓展产品矩阵,现有江都锅炉管、邗江酸洗磷化无缝管、淮安酸洗钝化无缝管、泰州酸洗钝化无缝管等,满足不同场景需求。钢板_合金管精益求精,鑫铭万通商贸(扬州市分公司)为您提供钢板_合金管精益求精的资讯,联系人:李经理,电话:【0527-88266222】、【0527-88266222】。 江苏省,扬州市 扬州市历史悠久,是全国首批24座历史文化名城之一。自吴夫差十年(前486年),吴王夫差开邗沟、筑邗城始,已有2500多年建城史。扬州市是南京都市圈紧密圈城市和长三角城市群城市,重点工程南水北调东线水源地。有着“淮左名都,竹西佳处”之称;又有着“中国运河城”的美誉。在中国历史上,扬州因其独特的地理位置和优越的自然环境,自汉代至清代几乎经历了通史式的繁荣,并伴随着文化的兴盛。中国大运河扬州段入选世界遗产名录;扬州列入中国海上丝绸之路。
我们的钢板_合金管精益求精视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:江苏扬州钢板_合金管精益求精的图文介绍
鑫铭万通商贸(扬州市分公司)经营理念:以人为本、质量好、信誉为先经营目标: 喷漆无缝管交货准时、力求客户零投诉,以取得客户大限度的认可与信赖。
企业优势产品:站在客户角度从客户需求的各类 喷漆无缝管产品出发进行合理设计,可为客户量身定做出优质 喷漆无缝管产品;
销售:先进的销售理念,坚持真正薄利多销,把 喷漆无缝管行业的价格打下来;
服务:用心为客户提供完美的售后服务,使每一个客户都能真正感受到贴心与超值。


为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



复合耐磨板具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦、港口等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。
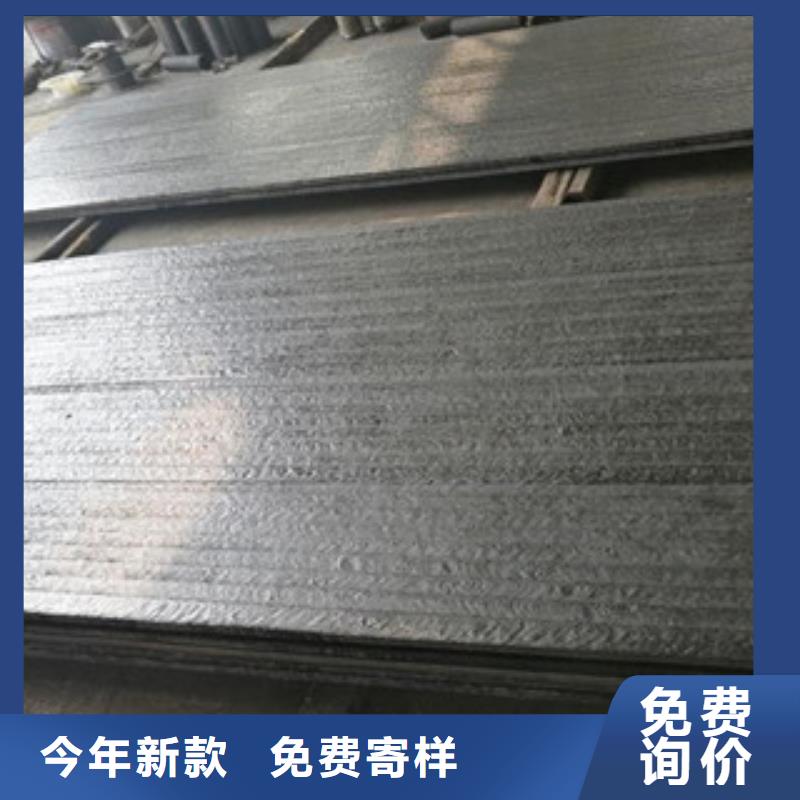
复合耐磨板由低碳钢板和合金耐磨层两部分组成,合金耐磨层一般为总厚度的1/3~1/2。工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由合金耐磨层提供满足指定工况需求的耐磨性能。
复合耐磨板合金耐磨层和基板之间是冶金结合。通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。



电力、钢铁、化工企业磨损严重的地 方均可以用到复合耐磨板,水泥行业目前主要用于辊压机下料仓、V型选粉机机体、旋风筒、立磨导风叶片、挡风环、选选粉机转子、风机叶轮、输送管 道等;玻璃行业的料库存、料仓、混合机弧型衬板、螺旋推进器叶片等;电力、钢铁行业的落煤斗、落煤管、堆取料机落料斗等。
复合耐磨板的应用范围如下:
1、电力工业—风机叶片,燃烧器管线,输料槽和料斗内衬,破碎机部件,磨煤机部件,出灰管,空气处理系统和运输机;
2、 钢铁工业—料斗内衬,格栅,进料器及底座,翻斗车,料斗,管道,泵壳,破碎机部件,出渣槽,各种底盘,振动筛;
3、水泥工业—冲击盘,管道,泵壳,磨机内衬,破碎机零件,出渣槽,各种底盘,振动筛;
4、造纸工业—旋流器内衬,螺旋输送机,输料槽及漏斗,风机叶片,转换导管,过渡弯头;
5、采矿业—卡车货槽衬板,料斗内衬,输料槽内衬,破碎机部件,盖板,耐磨棒和耐磨板;
6、煤处理业—输料槽,料斗,破碎机零件和衬板,输煤管道,弯头,泵体。
复合耐磨板的应用范围如下:
1、电力工业—风机叶片,燃烧器管线,输料槽和料斗内衬,破碎机部件,磨煤机部件,出灰管,空气处理系统和运输机;
2、 钢铁工业—料斗内衬,格栅,进料器及底座,翻斗车,料斗,管道,泵壳,破碎机部件,出渣槽,各种底盘,振动筛;
3、水泥工业—冲击盘,管道,泵壳,磨机内衬,破碎机零件,出渣槽,各种底盘,振动筛;
4、造纸工业—旋流器内衬,螺旋输送机,输料槽及漏斗,风机叶片,转换导管,过渡弯头;
5、采矿业—卡车货槽衬板,料斗内衬,输料槽内衬,破碎机部件,盖板,耐磨棒和耐磨板;
6、煤处理业—输料槽,料斗,破碎机零件和衬板,输煤管道,弯头,泵体。


双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。
在江苏省扬州市采购钢板_合金管精益求精请认准鑫铭万通商贸(扬州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266222】)。